

Active Disturbance Rejection Speed Control for Maglev Trains Based on Multiple Population Genetic Algorithm
-
摘要:
为实现磁浮列车在复杂扰动环境下的精准速度运行控制,提出一种参数自整定的自抗扰控制(ADRC)方法. 通过受力分析建立磁浮列车纵向动力学模型,用于描述运行控制过程中的非线性迟滞特性;将模型不确定参数及外部扰动等因素归纳为扩张状态,设计三阶扩张状态观测器实时观测扩张状态,并基于李雅普诺夫稳定性定理对观测器的收敛性条件进行分析;针对传统ADRC控制参数多、调参困难的问题,引入多种群遗传算法(MPGA)实现参数自适应优化和调整;利用磁浮列车现场运行采集的数据开展仿真实验. 结果表明:相较传统ADRC,MPGA-ADRC在速度控制精度方面提升22.7%,跟踪平稳性提升25.6%,所提出的方法能够有效提升磁浮列车运行的稳定性和乘坐舒适性.
Abstract:To realize precise speed control of maglev trains in complex disturbance environments, an active disturbance rejection control (ADRC) method with self-tuning parameters was proposed. Firstly, the longitudinal dynamic model of maglev trains was established by force analysis to describe the nonlinear hysteresis characteristics of maglev trains during operation. Secondly, the unknown parameters of the model and external disturbances were regarded as the extended state, and a third-order extended state observer was designed to observe the extended state in real time. In addition, the convergence condition of the observer was analyzed based on the Lyapunov stability theorem. Then, to solve the problem of many control parameters and difficult parameter adjustment in traditional ADRC, the multiple population genetic algorithm (MPGA) was introduced to realize adaptive optimization and adjustment of parameters. Finally, the simulation experiment was carried out based on the data collected from the real operation environment of maglev trains, and the simulation results show that compared with traditional ADRC, the speed control accuracy is increased by 22.7% and the tracking stability is improved by 25.6% by means of MPGA-ADRC method, which indicates that the proposed method can effectively improve the stability and ride comfort of maglev trains.
-
Key words:
- maglev train /
- active disturbance rejection control /
- extended state observer /
- MPGA /
- speed control
-

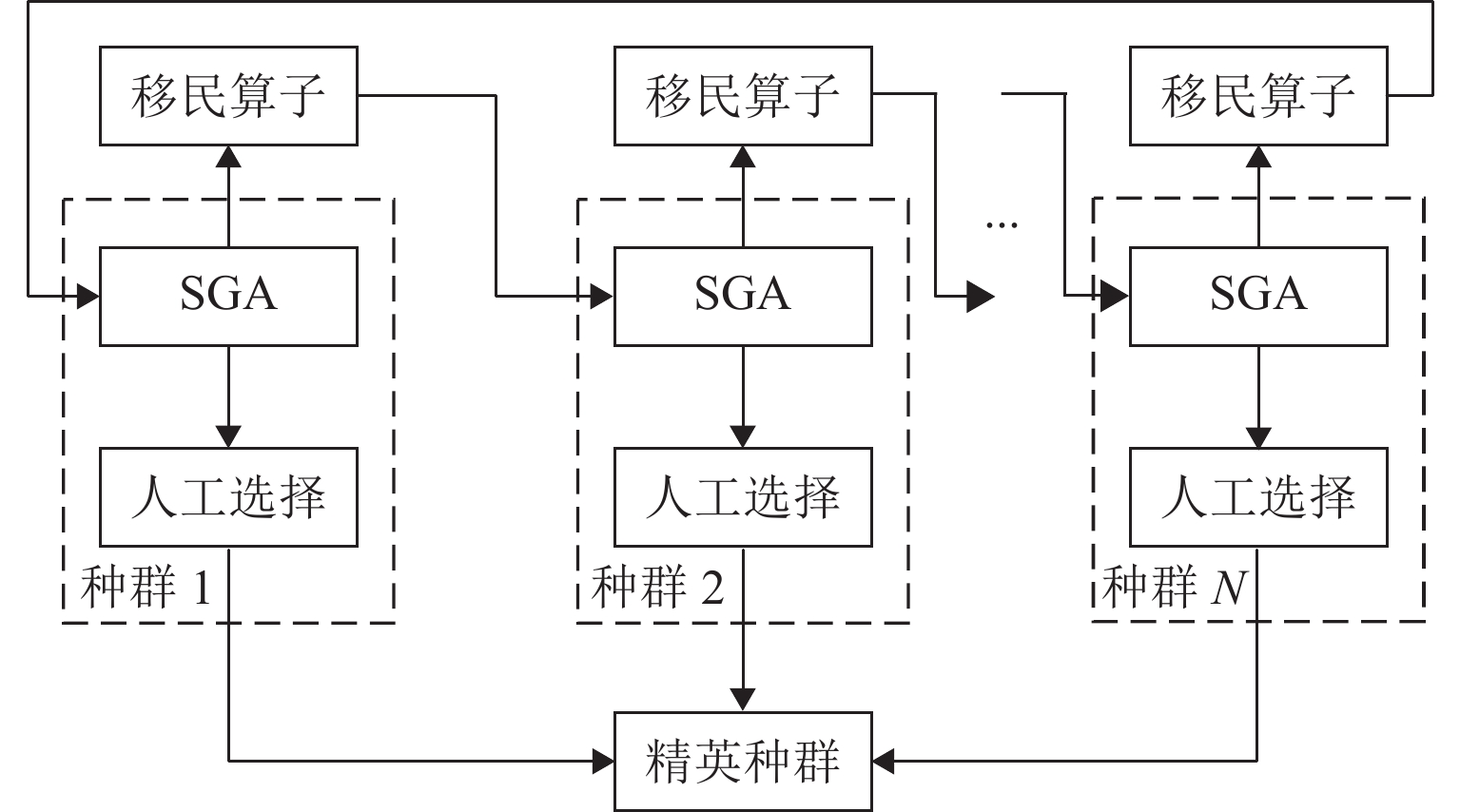
图 5 基于MPGA-ADRC的磁浮列车速度控制结构
Figure 5. Speed control structure of maglev train based on MPGA-ADRC
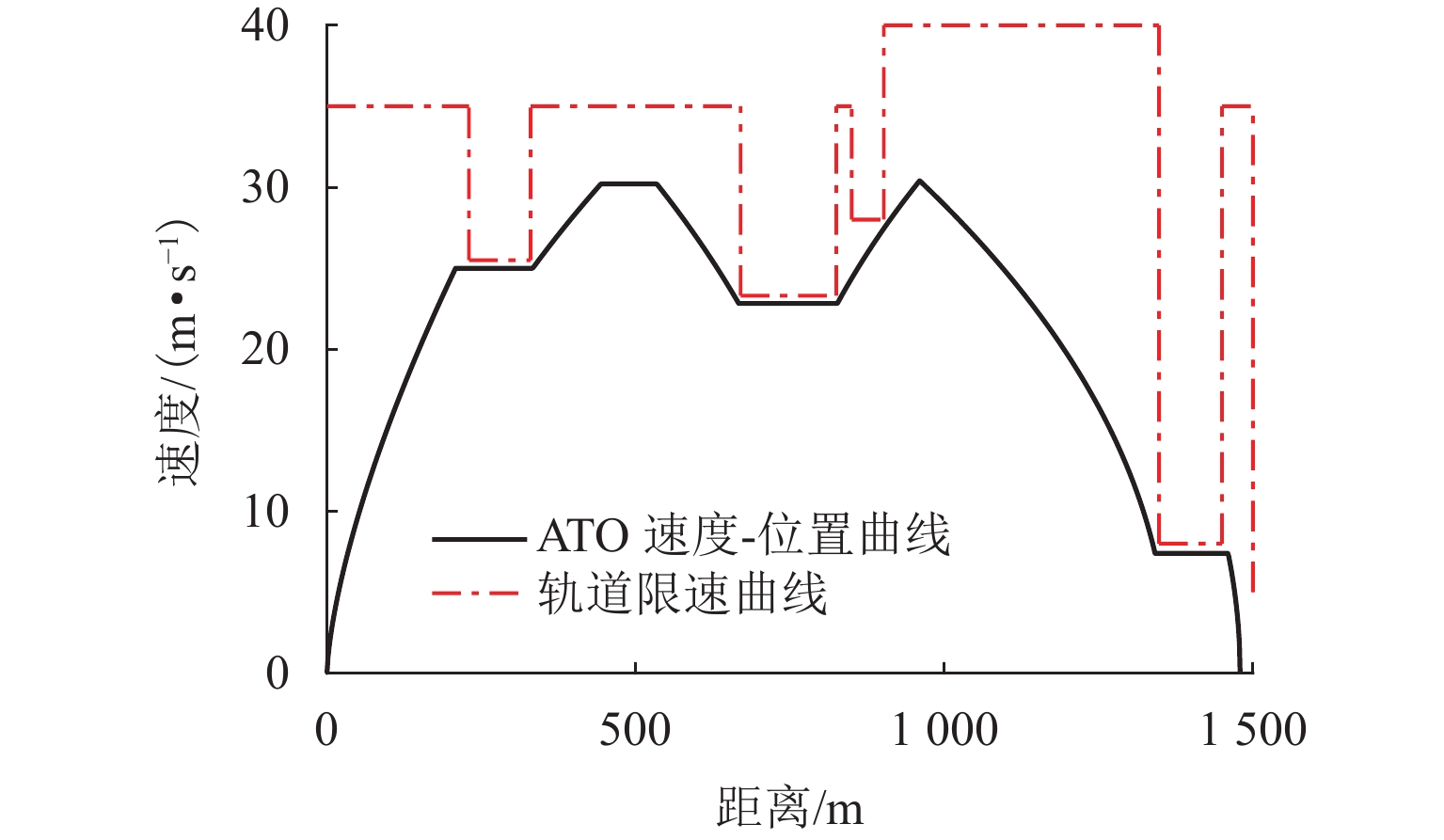
图 6 唐山线固定限速曲线及ATO跟踪曲线
Figure 6. Fixed speed limit curve and ATO tracking curve of Tangshan Line
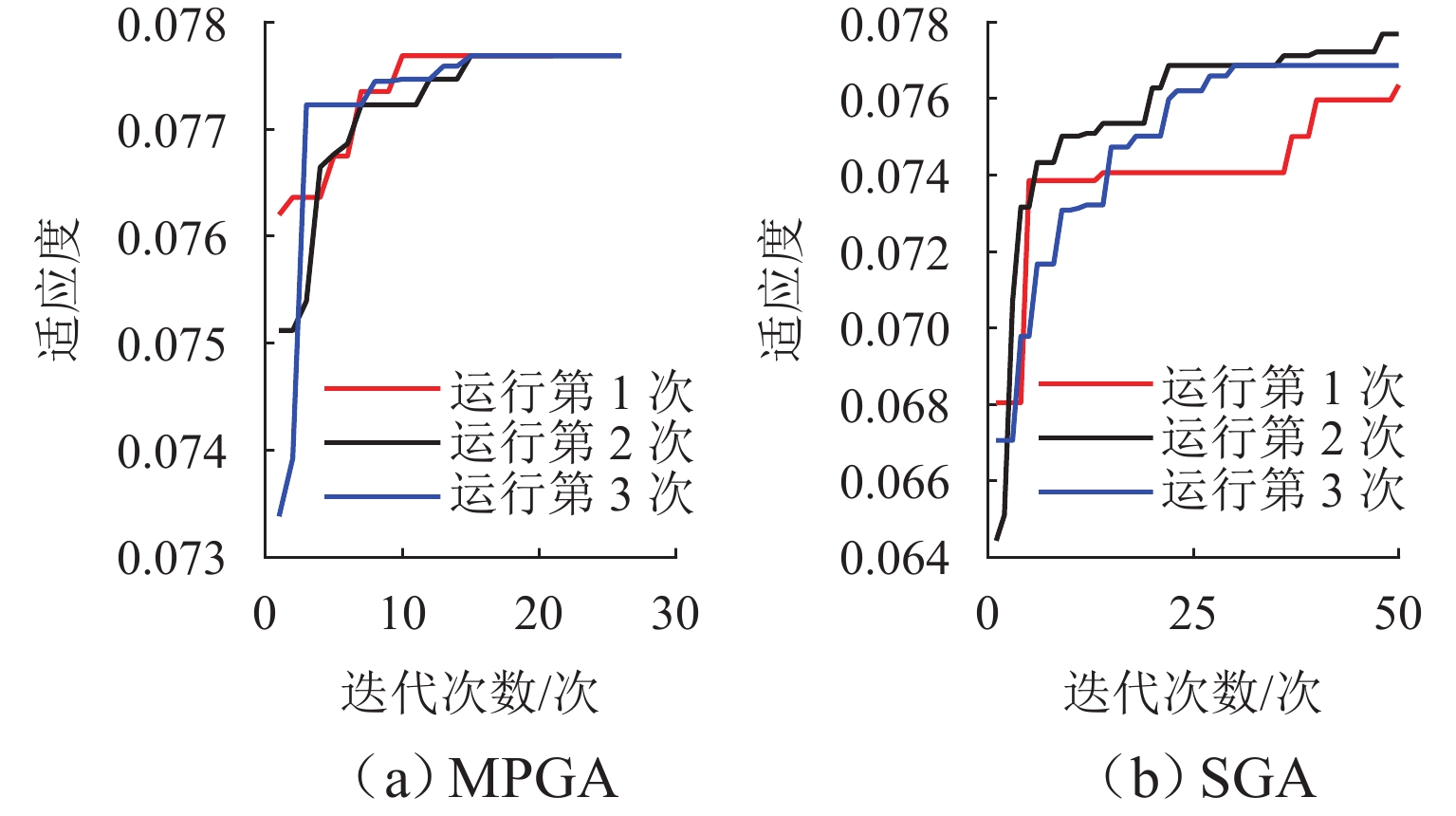
表 1 算法效果对比
Table 1. Comparison of algorithm effects
运行次数 MPGA SGA 迭代次数/次 最优值 迭代次数/次 最优值 第 1 次 27 0.0776 50 0.0769 第 2 次 25 0.0776 50 0.0776 第 3 次 21 0.0776 50 0.0764  下载: 导出CSV
下载: 导出CSV
表 2 MPGA-ADRC控制参数
Table 2. Control parameters of MPGA-ADRC
名称 控制参数 TD $ \delta = 0.9 $,$ h = 0.01 $,$ {h_0} = 0.011 $ ESO $ \alpha = 0.5 $,$ q = 0.01 $,$ {\beta _1} = 1\;009.3 $,
$ {\beta _2} = 1\;559.7 $,$ {\beta _3} = 4\;397.3 $NLSEF $ {k_{\text{p}}} = 17.3 $,$ {k_{\text{d}}} = 14.8 $
下载: 导出CSV
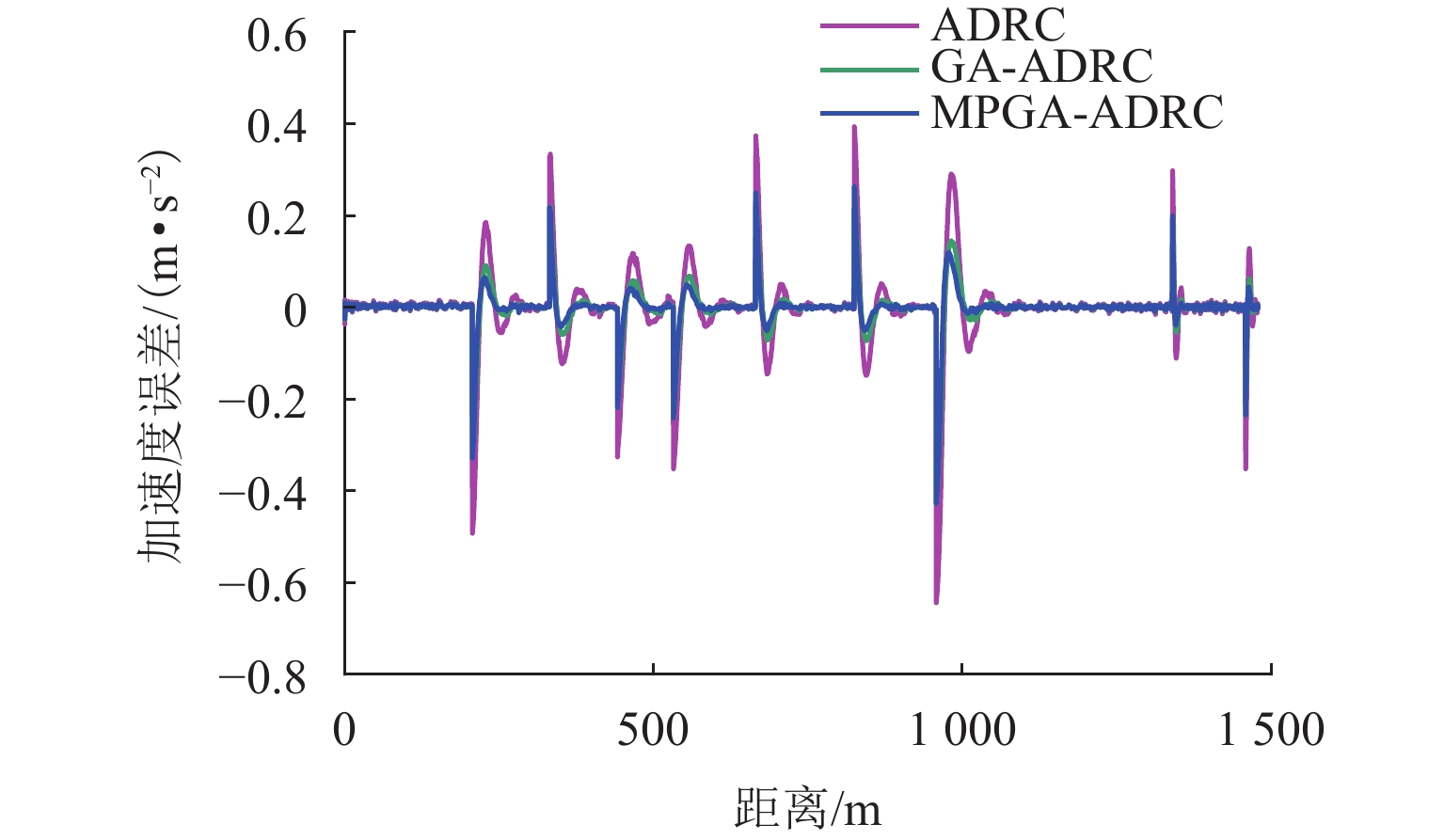
表 3 控制器性能比较
Table 3. Comparison of controllers performance
名称 最大速度误
差/(m·s−1)速度ERMSE/(m·s−1) 加速度ERMSE/(m·s−2) ADRC 0.4841 0.1468 0.1320 GA-ADRC 0.4211 0.1294 0.1135 MPGA-ADRC 0.3109 0.1135 0.0982
下载: 导出CSV
-
[1] 龙志强,窦峰山,王志强,等. 高速磁浮悬浮导向控制技术现状及展望[J]. 前瞻科技,2023,2(4): 78-88.LONG Zhiqiang, DOU Fengshan, WANG Zhiqiang, et al. Current status and prospect of high speed maglev levitation guidance control technology[J]. Science and Technology foresight, 2023, 2(4): 78-88. [2] 邓自刚,刘宗鑫,李海涛,等. 磁悬浮列车发展现状与展望[J]. 西南交通大学学报,2022,57(3): 455-474,530. doi: 10.3969/j.issn.0258-2724.20220001DENG Zigang, LIU Zongxin, LI Haitao, et al. Development status and prospect of maglev train[J]. Journal of Southwest Jiaotong University, 2022, 57(3): 455-474,530. doi: 10.3969/j.issn.0258-2724.20220001 [3] SUN Y G, QIANG H Y, WANG L, et al. A fuzzy-logic-system-based cooperative control for the multielectromagnets suspension system of maglev trains with experimental verification[J]. IEEE Transactions on Fuzzy Systems, 2023, 31(10): 3411-3422. doi: 10.1109/TFUZZ.2023.3257036 [4] 何之煜,徐宁. 非参数化迭代学习控制的列车自动驾驶控制算法[J]. 铁道学报,2020,42(12): 90-96. doi: 10.3969/j.issn.1001-8360.2020.12.012HE Zhiyu, XU Ning. Research on automatic train operation algorithm based on non-parametric iterative learning control[J]. Journal of the China Railway Society, 2020, 42(12): 90-96. doi: 10.3969/j.issn.1001-8360.2020.12.012 [5] 王青元,吴鹏,冯晓云,等. 基于自适应终端滑模控制的城轨列车精确停车算法[J]. 铁道学报,2016,38(2): 56-63. doi: 10.3969/j.issn.1001-8360.2016.02.008WANG Qingyuan, WU Peng, FENG Xiaoyun, et al. Precise automatic train stop control algorithm based on adaptive terminal sliding mode control[J]. Journal of the China Railway Society, 2016, 38(2): 56-63. doi: 10.3969/j.issn.1001-8360.2016.02.008 [6] MAO Z H, YAN X G, JIANG B, et al. Adaptive fault-tolerant sliding-mode control for high-speed trains with actuator faults and uncertainties[J]. IEEE Transactions on Intelligent Transportation Systems, 2020, 21(6): 2449-2460. doi: 10.1109/TITS.2019.2918543 [7] LIN X, DONG H R, YAO X M, et al. Neural adaptive fault-tolerant control for high-speed trains with input saturation and unknown disturbance[J]. Neurocomputing, 2017, 260: 32-42. doi: 10.1016/j.neucom.2017.02.083 [8] JI H H, HOU Z S, ZHANG R K. Adaptive iterative learning control for high-speed trains with unknown speed delays and input saturations[J]. IEEE Transactions on Automation Science and Engineering, 2016, 13(1): 260-273. doi: 10.1109/TASE.2014.2371816 [9] SUN Y G, HE Z Y, XU J Q, et al. Cooperative model predictive levitation control for two-points electromagnetic levitation system of high-speed maglev vehicle[J]. IEEE Transactions on Intelligent Vehicles, 2023, 99: 1-12. [10] 龙志强,李云,王旭. 基于自抗扰控制的磁浮列车自动驾驶算法研究[C]//第27届中国控制会议. 北京:北京航空航天大学出版社,2008: 681-685. [11] 黄翠翠,李晓龙,杨洋,等. 基于自抗扰技术的机械电磁悬浮复合隔振控制[J]. 西南交通大学学报,2022,57(3): 582-587. doi: 10.3969/j.issn.0258-2724.20210850HUANG Cuicui, LI Xiaolong, YANG Yang, et al. Mechanical-electromagnetic suspension compound vibration isolation control based on active disturbance rejection technology[J]. Journal of Southwest Jiaotong University, 2022, 57(3): 582-587. doi: 10.3969/j.issn.0258-2724.20210850 [12] 王盼盼,杨杰,邹吉强,等. 基于改进自抗扰控制器的磁浮列车速度跟踪控制研究[J]. 铁道科学与工程学报,2023,20(1): 310-320.WANG Panpan, YANG Jie, ZOU Jiqiang, et al. Design maglev train speed tracking system based on improved active disturbance rejection controller[J]. Journal of Railway Science and Engineering, 2023, 20(1): 310-320. [13] LU Z X, CHEN C J. Research on decoupling control for module suspension system based on linear active disturbance rejection control[C]//2023 5th International Conference on Intelligent Control, Measurement and Signal Processing (ICMSP). Chengdu: IEEE, 2023: 260-265. [14] ZHANG B J, KE Z H, LI Z Y, et al. Yawing stability and manipulative approach design for maglev car based on active disturbance rejection control[J]. Asian Journal of Control, 2024, 26(2): 1003-1016. doi: 10.1002/asjc.3246 [15] 罗京,胡伟,刘豫湘. 中低速磁浮列车牵引特性分析和计算[J]. 电力机车与城轨车辆,2010,33(6): 21-22,26. doi: 10.3969/j.issn.1672-1187.2010.06.006LUO Jing, HU Wei, LIU Yuxiang. Traction characteristic analysis and calculation of mid-low speed maglev trains[J]. Electric Locomotives & Mass Transit Vehicles, 2010, 33(6): 21-22,26. doi: 10.3969/j.issn.1672-1187.2010.06.006 [16] 杨光. 高速磁浮列车最优速度曲线及其跟踪控制研究[D]. 北京:北京交通大学,2007. [17] 谢云德,龙志强. 高精度快速非线性离散跟踪微分器[J]. 控制理论与应用,2009,26(2): 127-132.XIE Yunde, LONG Zhiqiang. A high-speed nonlinear discrete tracking-differentiator with high precision[J]. Control Theory & Applications, 2009, 26(2): 127-132. [18] 董聪,郭晓华. 广义遗传算法的逻辑结构及全局收敛性的证明[J]. 计算机科学,1998,25(5):38-42.DONG Cong, GUO Xiaohua. Logical structure of generalized genetic algorithm and a proof of its global convergence[J]. Computer Science, 1998, 25(5):38-42. [19] SHI H F, WU S Y, KE Z H, et al. Speed-range-based novel guideway configuration with variable material and thickness for PMECB[J]. IEEE Transactions on Instrumentation and Measurement, 2024, 73: 2514913.1-2514913.13. [20] 连文博,刘伯鸿,李婉婉,等. 基于自抗扰控制的高速列车自动驾驶速度控制[J]. 铁道学报,2020,42(1):76-81.LIAN Wenbo, LIU Bohong, LI Wanwan, et al. Automatic operation speed control of high-speed train based on ADRC[J]. Journal of the China Railway Society, 2020, 42(1):76-81. -

 下载:
下载:





 点击查看大图
点击查看大图

计量
- 文章访问数: 333
- HTML全文浏览量: 244
- PDF下载量: 45
- 被引次数: 0