JI Wei, LIU Yong. Welding Residual Stress Distribution and Experimental Verification of Corrugated Steel Web Girders[J]. Journal of Southwest Jiaotong University, 2024, 59(2): 289-297. doi: 10.3969/j.issn.0258-2724.20220054
Citation:
FU Jiahong, ZUO Qiang, ZHANG Xufang, XIAO Baolan, SUN Shuli, LU Qianqian, ZHANG Yu. Study of Aerodynamic Characteristics in Detached Cooling Module Based on Cluster Analysis[J]. Journal of Southwest Jiaotong University, 2018, 53(5): 1065-1071. doi: 10.3969/j.issn.0258-2724.2018.05.025
JI Wei, LIU Yong. Welding Residual Stress Distribution and Experimental Verification of Corrugated Steel Web Girders[J]. Journal of Southwest Jiaotong University, 2024, 59(2): 289-297. doi: 10.3969/j.issn.0258-2724.20220054
Citation:
FU Jiahong, ZUO Qiang, ZHANG Xufang, XIAO Baolan, SUN Shuli, LU Qianqian, ZHANG Yu. Study of Aerodynamic Characteristics in Detached Cooling Module Based on Cluster Analysis[J]. Journal of Southwest Jiaotong University, 2018, 53(5): 1065-1071. doi: 10.3969/j.issn.0258-2724.2018.05.025
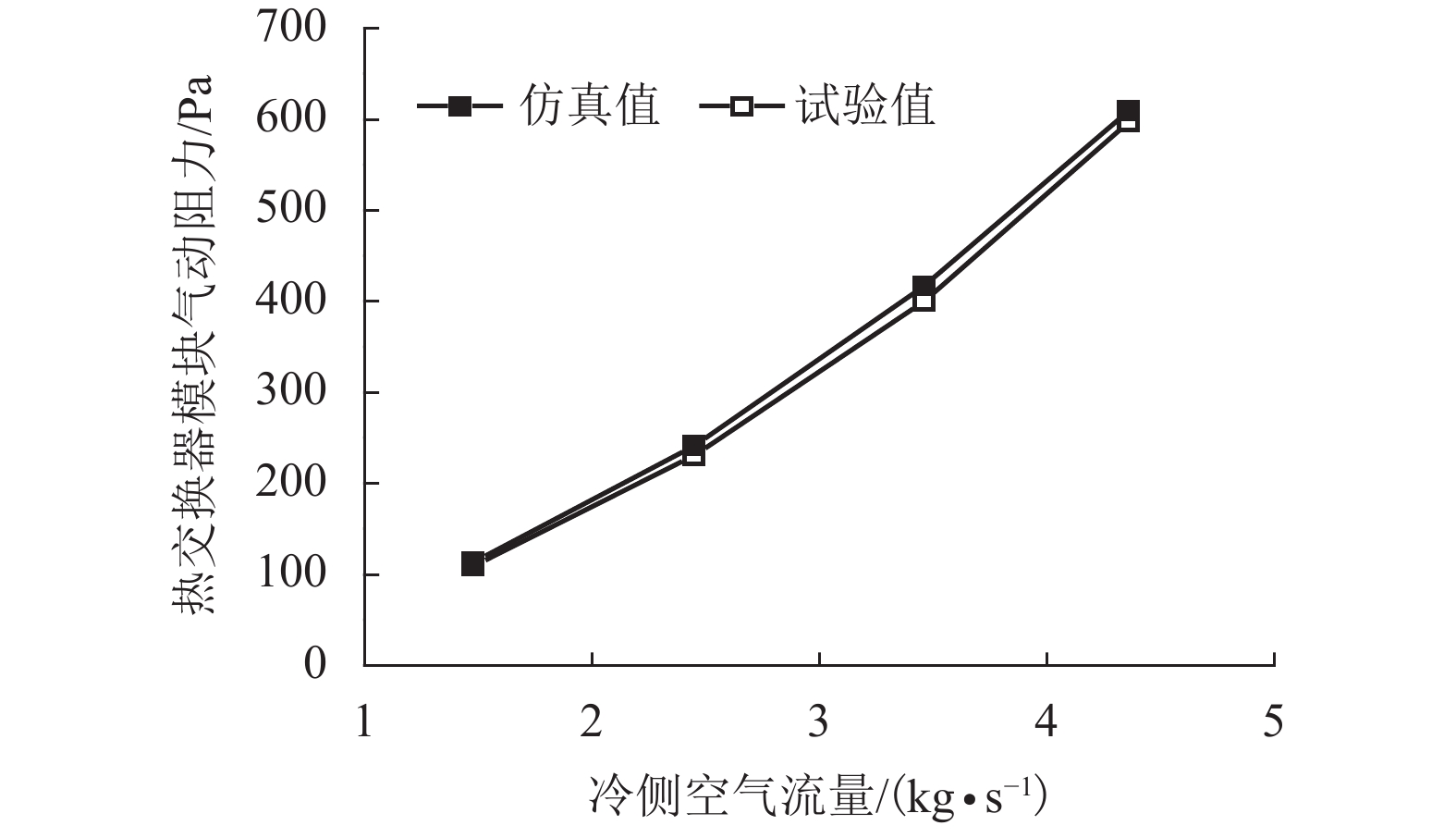
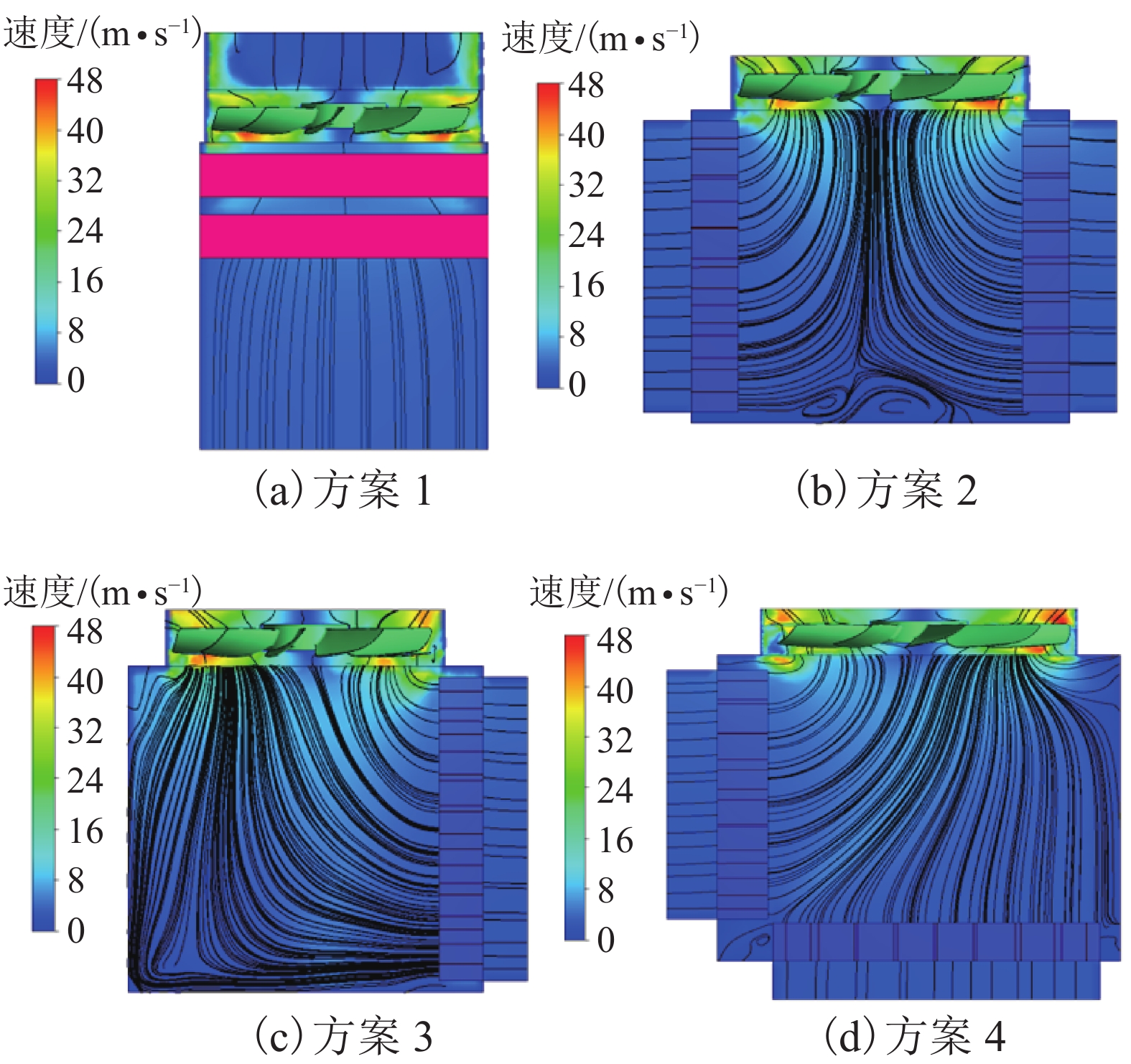
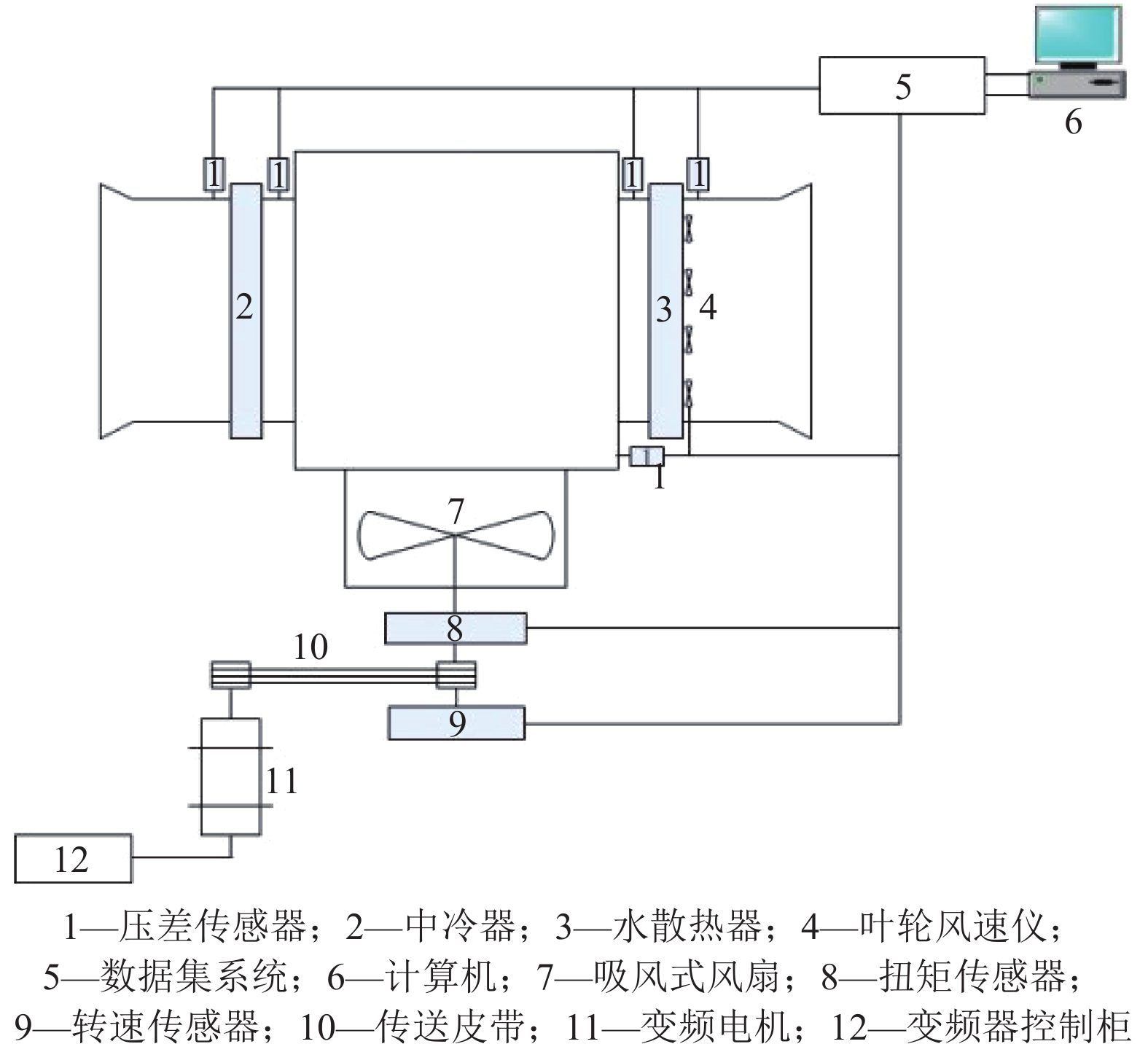
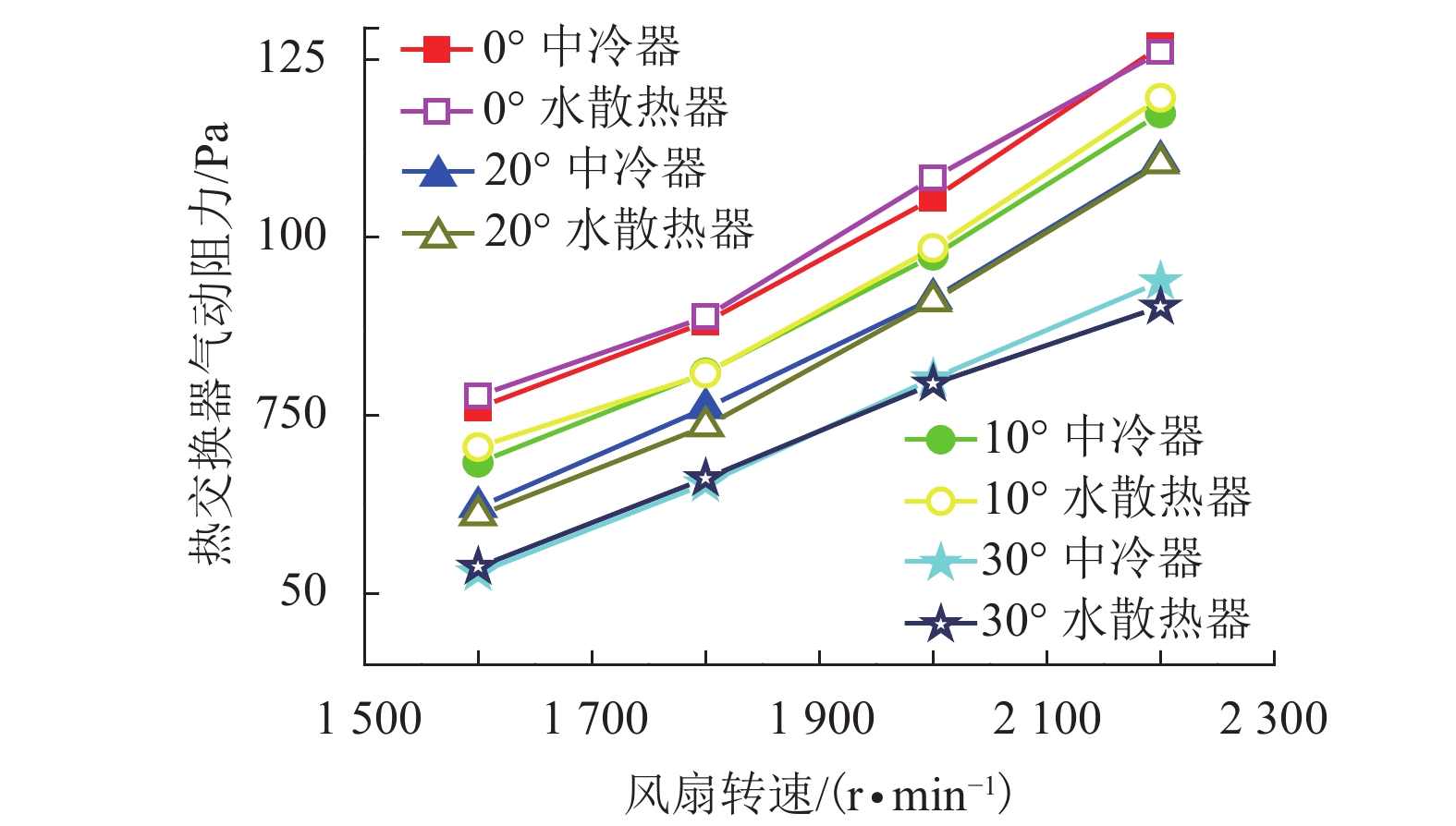
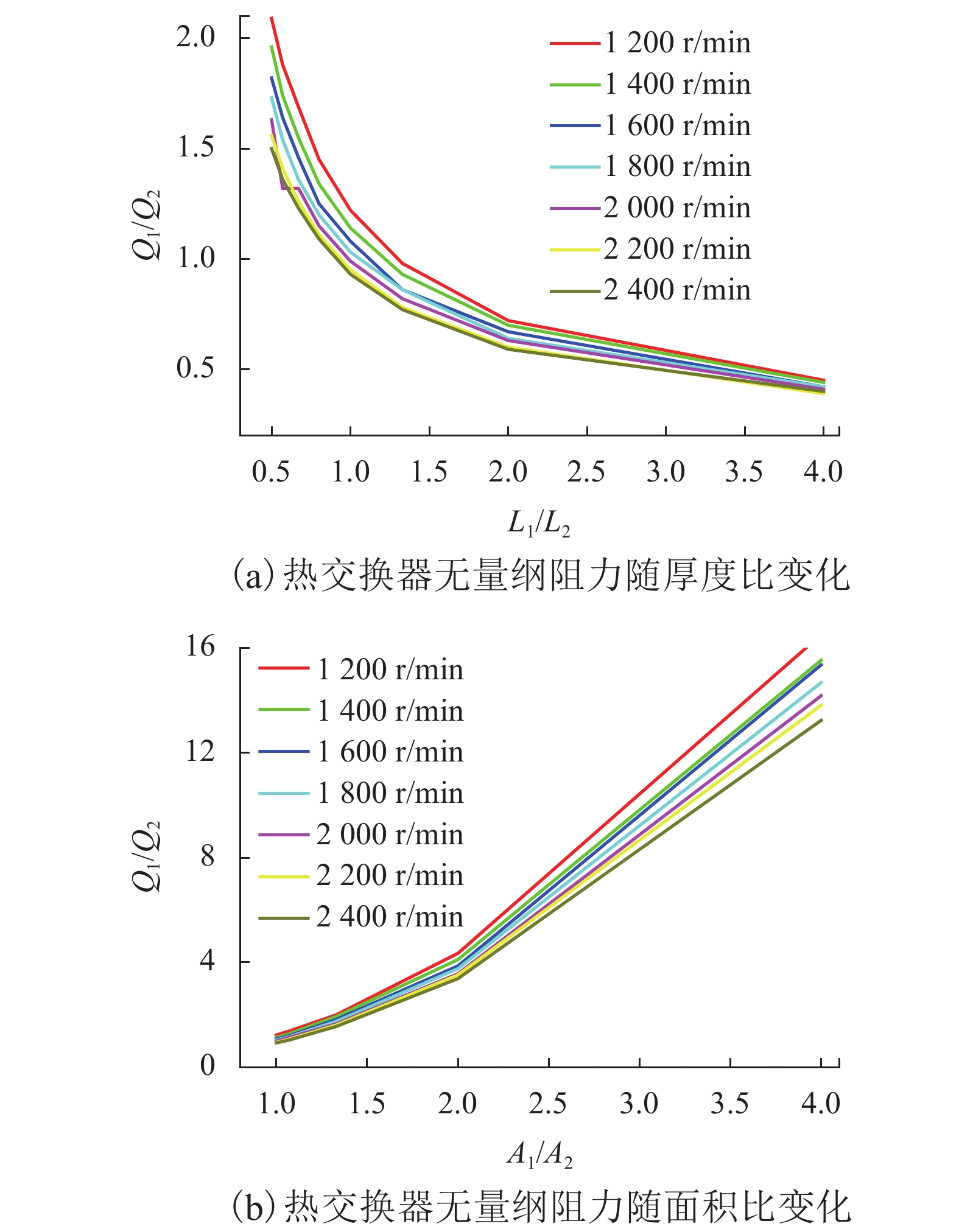
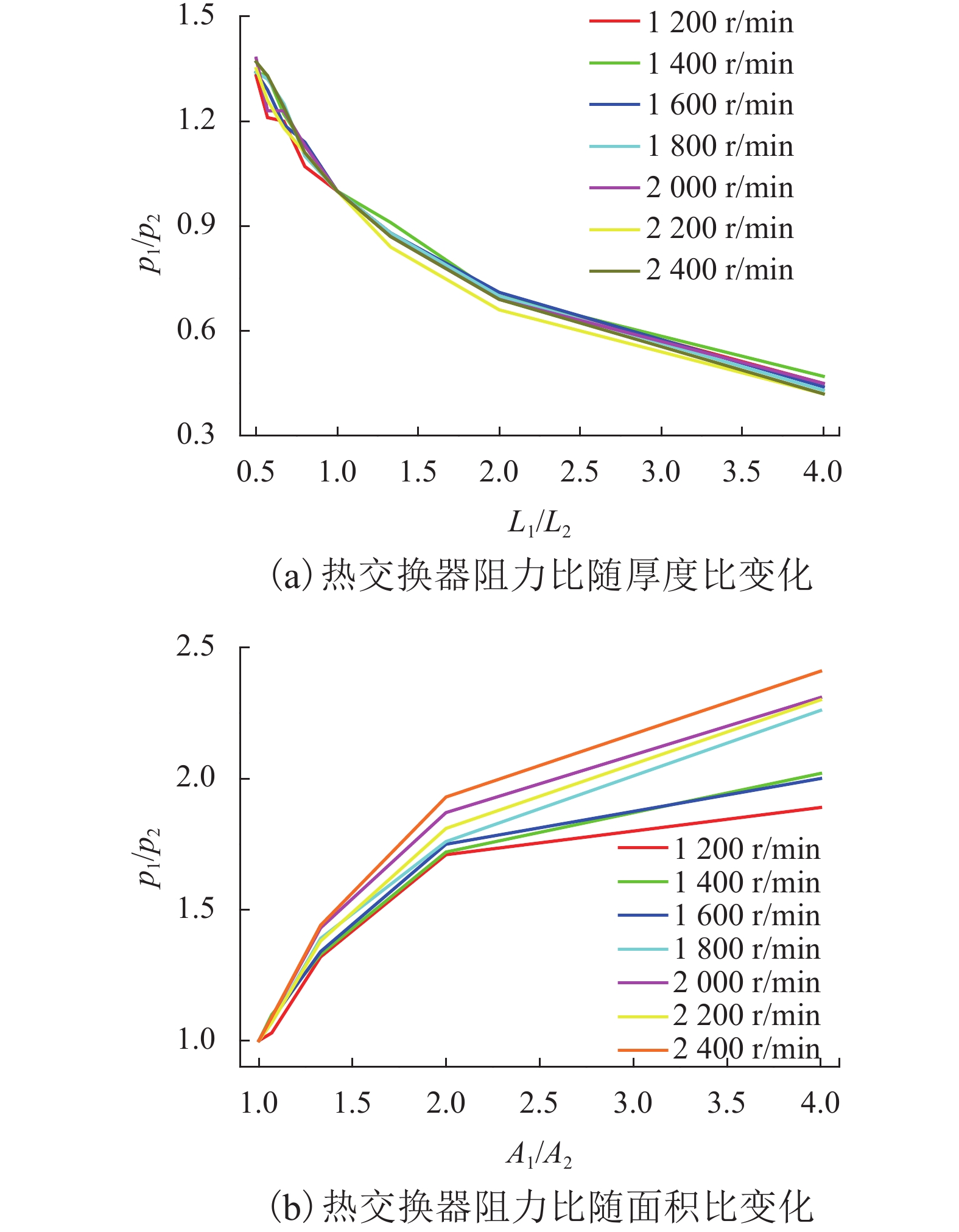
Numerical and experimental studies were conducted to investigate the cluster effect of aerodynamic characteristics in detached cooling modules with multiple types of heat exchangers, considering the typical dual heat exchangers in construction machinery cooling modules as examples. The porous media model was used to simulate the heat exchanger, and the multiple reference frame method was used to simulate fan performance. Numerical analyses and further experimental research of the cooling modules were conducted under four different heat exchanger arrangements. Using numerical methods, the control method for the aerodynamic characteristics of an independent cooling module was studied by adjusting the area and thickness ratios of the heat exchanger. The experimental and numerical simulation results show that the aerodynamic characteristics of the independent cooling module is unique: when the two heat exchangers are arranged in opposing positions, the aerodynamic drag is equal regardless of the inclination angles of the exchangers. Numerical simulations of the active control method for aerodynamic characteristics show the following: Compared to modifying the area ratio of the heat exchanger, thickness ratio modification is a active control strategy because the flow rate ratio changes more gently and is less affected by the fan speed. Based on these findings, the experimental correlations among cooling air volume, aerodynamic drag, and structural parameters of the two heat exchangers are obtained.
YANG Lijun, DU Xiaoze, ZHANG Hui, et al. Numerical investigation on the cluster effect of an array of axial flow fans for air-cooled condensers in a power plant[J]. Chinese Science Bulletin, 2011, 56(15): 1232-1239
LÜ Feng, YU Xiaoli, LU Guodong, et al. Experimental study on effect of encapsulation of cooling module for diesel engine[J]. Chinese Internal Combustion Engine Engineering, 2012, 33(3): 45-48
ZHANG Yi, YU Xiaoli, LU Guodong, et al. Experimental study of distance between heat exchangers for cooling module match[J]. Chinese Internal Combustion Engine Engineering, 2006, 27(5): 46-49
ZHANG Yi, LU Guodong, YU Xiaoli. A study on the matching of multi-fans cooling module for commercial vehicles[J]. Automotive Engineering, 2014(5): 552-555
LU Guodong, YU Xiaoli, ZHANG Yi, et al. Wind tunnel test of spacing effects on wheel loader cooling package performance[J]. Journal of Zhejiang University: Engineering Science, 2007(4): 574-576
SOLDNER J, ZOBEL W, EHLERS M, et al. A compact cooling system (CCS™): the key to meet future demands in heavy truck cooling[C/OL]//Proceedings of the 2001 Vehicle Thermal Management Systems Conference and Exhibition, Warwickshire: SAE Technical Paper. https://doi.org/10.4271/ 2001-01-1709
DU X P, ZENG M, WANG Q W. Experimental investigation of heat transfer and resistance characteristics of a finned oval-tube heat exchanger with different air inlet angles[J]. Heat Transfer Engineering, 2014, 35(6/7/8): 703-710
SHI Haimin, YU Xiaoli, LU Guodong, et al. An experimental study on energy-saving control of multi-fan cooling module[J]. Automotive Engineering, 2017, 39(1): 102-106
SHI Haimin, YU Xiaoli, HUANG Yuqi, et al. Shroud depth structure of multi-fans cooling package[J]. Journal of Zhejiang University: Engineering Science, 2017, 51(9): 1844-1850
GULLBERG P, LOFDAHL L, NILSSON P. Cooling airflow system modeling in cfd using assumption of stationary flow[C/OL]//SAE 2011 Commercial Vehicle Engineering Congress and Echibition, Rosement SAE Technical Paper. https://doi.org/10.4271/2011-01-2182
FU Jiahong, YU Xiaoli, LIU Zhentao, et al. Numerical study of flow and heat transfer on construction machinery detached vehicular cooling system[J]. Journal of Central South University: Science and Technology, 2016, 47(6): 2119-2124
FU Jiahong, YU Xiaoli, YAO Lingyu, et al. Numerical comparison of flow and heat transfer in detached cooling module for construction machinery[J]. Journal of Jilin University: Engineering and Technology Edition, 2016, 46(2): 451-456
JI Wei, LIU Yong. Welding Residual Stress Distribution and Experimental Verification of Corrugated Steel Web Girders[J]. Journal of Southwest Jiaotong University, 2024, 59(2): 289-297. doi: 10.3969/j.issn.0258-2724.20220054
JI Wei, LIU Yong. Welding Residual Stress Distribution and Experimental Verification of Corrugated Steel Web Girders[J]. Journal of Southwest Jiaotong University, 2024, 59(2): 289-297. doi: 10.3969/j.issn.0258-2724.20220054



 下载:
下载:



 本站查看
本站查看



 DownLoad:
DownLoad: